La métrologie, la science de la mesure, est une discipline qui concerne bien des domaines d’activité. Pourtant, elle fait appel à des notions techniques et scientifiques qui mériteraient un peu plus d’éclairage. Le Bureau International des Poids et Mesures (BIPM) a édité le « Vocabulaire International de la Métrologie », VIM, avec l’ensemble des concepts fondamentaux de cette discipline. Nous vous proposons de découvrir 11 notions pour mieux comprendre la métrologie.
Mesurage, mesurande et grandeur
Le mesurage désigne le processus qui vise à obtenir une valeur pour l’attribuer à une grandeur, avec un degré de confiance acceptable. Dans le langage courant, on parle de « mesure », mais ce terme a beaucoup trop de significations pour être utilisé sans ambiguïté.
Exemple : on procède au mesurage du diamètre d’un roulement à bille, …
Le mesurande correspond à la grandeur que l’on veut mesurer.
Exemple : le diamètre d’un roulement à bille est le mesurande.
La grandeur est l’élément qui est défini lors d’un mesurage par exemple.
Exemple : 12 mm, 25,4 L, 11 317 km ou encore 90 km/h sont des grandeurs.
Une grandeur est donc une quantité et éventuellement une unité ; éventuellement, car il existe des grandeurs sans dimension : p (le rapport entre le périmètre et le diamètre d’un cercle) par exemple.
Incertitude de mesure
Le résultat d’une mesure ne peut pas être la valeur vraie, mais on peut ne pas en être si loin que cela. L’incertitude de mesure correspond donc à l’étalement de la zone dans laquelle devrait se trouver la valeur vraie.
De l’exigence que l’on a sur la confiance d’avoir la valeur vraie dans l’intervalle autour du résultat, va dépendre l’étendue de cet intervalle. On parle d’élargissement de l’incertitude type (ce nom est en lien avec ce qu’il se passe typiquement, normalement, c’est-à-dire quand on a une distribution en forme de cloche). L’incertitude élargie est notée U (pour uncertaintly).
Ainsi, si on veut avoir :
- 95 % de chance d’avoir la valeur vraie, on multipliera l’incertitude type par le facteur k=2 : U(k=2) ;
- 99,8 % de chance d’avoir la valeur vraie, on multipliera l’incertitude type par le facteur k=3 : U(k=3) ;
- 99,999 9 % de chance d’avoir la valeur vraie, on multipliera l’incertitude type par le facteur k=5 : U(k=5).
Erreur maximale tolérée, EMT
Avant même de procéder à un mesurage, on a une idée sur le résultat que l’on devrait obtenir ; et si ce résultat est dans une certaine tolérance autour d’une valeur, alors on confirmera le mesurage ; sinon, on se posera des questions.
Exemple : si vous prenez un thermomètre médical est que vous mesurez votre température à l’intérieur de votre conduit auditif, si vous avez 36,8 °C, cela vous paraît correct ; en revanche, si vous lisez 32,9 °C, vous procèderez naturellement à un second mesurage (en changeant ou non d’instrument de mesure de la température).
L’erreur maximale tolérée est l’écart que vous accepterez pour confirmer que tout est bon.
Dans notre exemple, si vous lisez entre 36 °C et 38 °C, vous direz qu’il n’y a pas de fièvre.
L’erreur maximale tolérée n’est pas toujours symétrique, ainsi on peut avoir une température inférieure à -18 °C dans un congélateur sans qu’il y ait de limite dans les températures négatives.
Étalonnage
L’étalonnage d’un instrument de mesure se fait dans un environnement maîtrisé, afin de minimiser les perturbations dues à des grandeurs autres que celles que l’on peut qualifier.
Exemple : on va avoir une température la plus stable possible, le moins de vibrations possibles, pas de courants d’air, …
Dans ces conditions, on peut mesurer les écarts qu’il y a entre les mesures faites sur l’instrument en étalonnage et la valeur de référence que l’on connait avec une très bonne précision. L’étalon est tout simplement une référence, un étalonnage est, dans sa première étape, une comparaison avec un étalon.
Dès lors qu’on a fait la comparaison, on peut déterminer avec un degré de confiance de 95% par exemple, l’incertitude sur l’écart ainsi défini.
Cette première étape donne donc :
- l’erreur de l’instrument de mesure
- et l’incertitude élargie (généralement à k=2, ie. avec un degré de confiance de 95%) sur celle-ci
L’étalonnage consiste enfin à appliquer les corrections correspondantes aux erreurs précédemment déterminées.
Cette opération, pour laquelle vous pouvez faire appel à des experts en métrologie, permet ainsi de maîtriser les mesures faites avec votre parc d’instruments.
Ajustage
Après un étalonnage, on peut être amené à compenser l’écart relevé ; on parle alors d’ajustage.
Par exemple, sur une masse, on peut rajouter de la matière ou au contraire en enlever.
Après un ajustage, il est nécessaire de procéder à un nouvel étalonnage.
Vérification
La vérification consistera alors à constater que les erreurs (après un éventuel ajustage) soient conformes aux EMT de mesure.
Exemple : une masse de 20 kg de classe M1 (masse utilisée pour le contrôle des balances industrielles), a une EMT de 1g, c’est-à-dire qu’elle sera conforme si sa masse est comprise entre 19 999 g et 20 001 g. Suite à l’étalonnage, on vérifiera ce point. Un constat de vérification pourra alors être émis.
Répétabilité – Reproductibilité
La répétabilité est le phénomène de plus ou moins petite variation de mesure, lorsqu’on procède à une série de mêmes mesurages, dans les mêmes conditions, réalisée sur un court laps de temps, avec le même équipement, le même opérateur, … Bref, quand tout devrait être pareil, car on ne fait que répéter la même chose mais il se produit des petites différences.
Exemple : lorsque vous vous pesez avec une balance assez précise, en montant sur le pèse personne puis en en redescendant, puis vous remontez dessus, …, les valeurs ne sont pas toujours les mêmes.
Les conditions dans lesquelles on répète le mesurage s’appellent tout simplement les conditions de répétabilité.
La répétabilité sera la mesure de l’étendue des valeurs obtenues.
Alors que la reproductibilité est le mesure de l’étendue des valeurs dans des conditions de reproductibilité, c’est-à-dire lorsqu’il y a un paramètre qui change.
Exemple : on change d’opérateur, on change d’instrument de mesure, on change de méthode, on procède aux mesurages à des moments espacés (comme : le matin et soir).
La reproductibilité permet de cerner la solidité du processus de mesure et ses failles, les grandeurs qui influencent le résultat.
Traçabilité de mesure
Vous l’aurez compris : « mesurer, c’est comparer ! »
On compare par rapport à des références, celles-ci ayant au préalable été comparées à des références plus précises, etc. Cette chaîne de comparaisons ininterrompue qui permet de remonter à une référence commune à tous, partout sur la planète s’appelle la traçabilité métrologique.
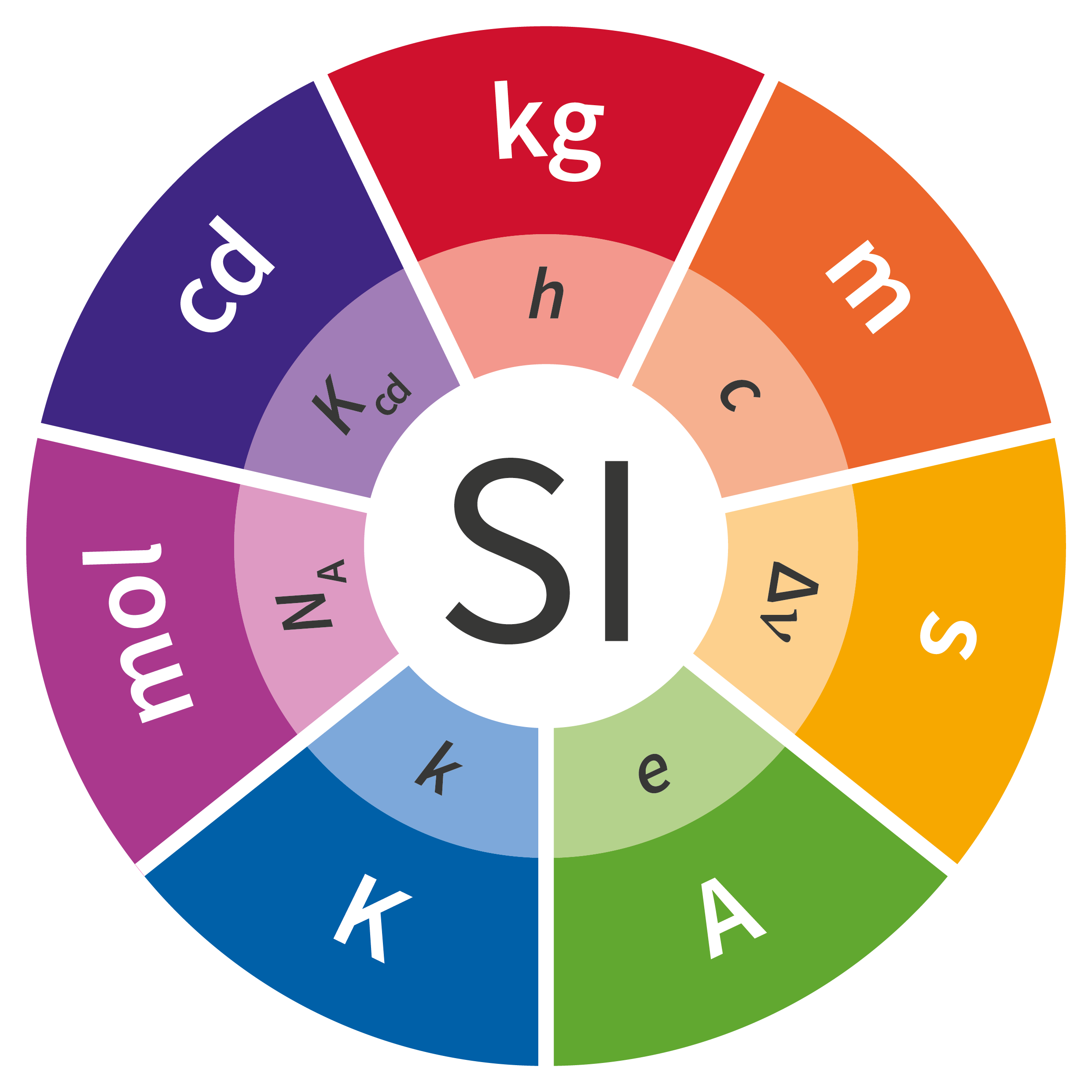
Elle remonte jusqu’aux 7 unités de base du Système International de mesure : le SI.